《畢業(yè)設(shè)計(jì)(雨辰)車床手柄座夾具設(shè)計(jì)【全套圖紙】-》由會(huì)員分享�,可在線閱讀����,更多相關(guān)《畢業(yè)設(shè)計(jì)(雨辰)車床手柄座夾具設(shè)計(jì)【全套圖紙】-(3頁珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索。
1�、十堰職業(yè)技術(shù)學(xué)院
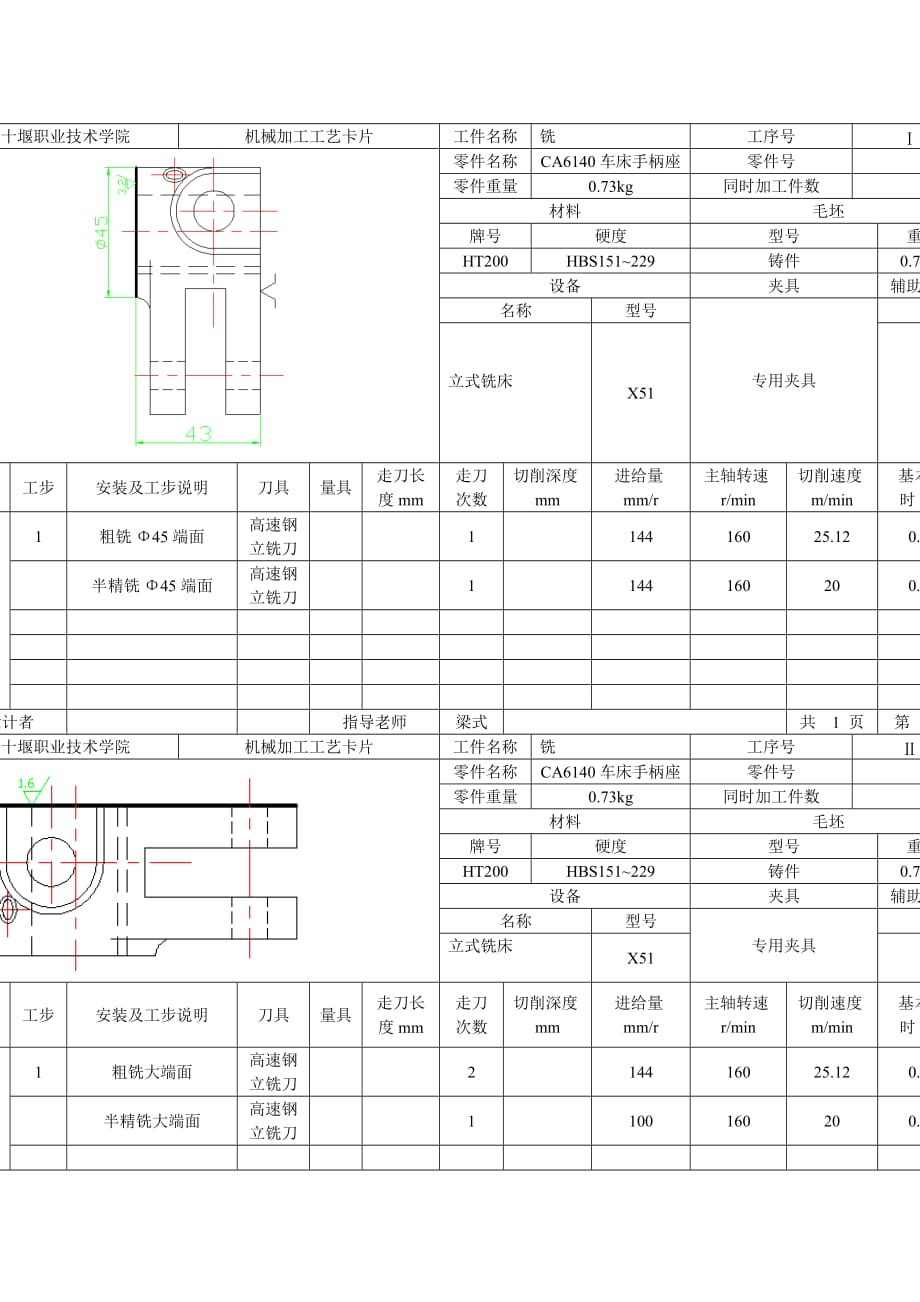
機(jī)械加工工藝卡片
工件名稱
銑
工序號(hào)
Ⅰ
零件名稱
CA6140車床手柄座
零件號(hào)
零件重量
0.73kg
同時(shí)加工件數(shù)
材料
毛坯
牌號(hào)
硬度
型號(hào)
重量
HT200
HBS151~229
鑄件
0.72kg
設(shè)備
夾具
輔助工具
名稱
型號(hào)
專用夾具
立式銑床
X51
安裝
工步
安裝及工步說明
刀具
量具
走刀長(zhǎng)度mm
走刀次數(shù)
切削深度mm
進(jìn)給量mm/r
主軸轉(zhuǎn)速r/min
切削速度m/min
基本工
時(shí)min
1
粗銑Φ45端面
高速鋼立銑刀
2、
1
144
160
25.12
0.43
半精銑Φ45端面
高速鋼立銑刀
1
144
160
20
0.65
設(shè)計(jì)者
指導(dǎo)老師
梁式
共 1 頁
第 1 頁
十堰職業(yè)技術(shù)學(xué)院
機(jī)械加工工藝卡片
工件名稱
銑
工序號(hào)
Ⅱ
零件名稱
CA6140車床手柄座
零件號(hào)
零件重量
0.73kg
同時(shí)加工件數(shù)
材料
毛坯
3�����、
牌號(hào)
硬度
型號(hào)
重量
HT200
HBS151~229
鑄件
0.72kg
設(shè)備
夾具
輔助工具
名稱
型號(hào)
專用夾具
立式銑床
X51
安裝
工步
安裝及工步說明
刀具
量具
走刀長(zhǎng)度mm
走刀次數(shù)
切削深度mm
進(jìn)給量mm/r
主軸轉(zhuǎn)速r/min
切削速度m/min
基本工
時(shí)min
1
粗銑大端面
高速鋼立銑刀
2
144
160
25.12
0.65
半精銑大端面
高速鋼立銑刀
1
100
160
20
0.98
4���、
設(shè)計(jì)者
指導(dǎo)老師
梁式
共 1 頁
第 1 頁
十堰職業(yè)技術(shù)學(xué)院
機(jī)械加工工藝卡片
工件名稱
鉆擴(kuò)鉸Φ25H8的孔
工序號(hào)
Ⅲ
零件名稱
CA6140車床手柄座
零件號(hào)
零件重量
0.73kg
同時(shí)加工件數(shù)
材料
毛坯
牌號(hào)
硬度
型號(hào)
重量
HT20
5��、0
HBS151~229
鑄件
0.72kg
設(shè)備
夾具
輔助工具
名稱
型號(hào)
專用夾具
立式鉆床
Z535
安裝
工步
安裝及工步說明
刀具
量具
走刀長(zhǎng)度mm
走刀次數(shù)
切削深度mm
進(jìn)給量mm/r
主軸轉(zhuǎn)速r/min
切削速度m/min
基本工
時(shí)min
1
鉆孔至Φ
高速鋼錐柄麻花鉆
1
0.43
195
14.08
0.64
擴(kuò)孔至Φ
高速鋼錐柄擴(kuò)孔鉆
1
0.72
68
5.29
1.1
鉸孔Φ
高速鋼錐柄機(jī)用鉸刀
1
1.22
68
5
6�、.34
0.65
設(shè)計(jì)者
指導(dǎo)老師
梁式
共 1 頁
第 1 頁
十堰職業(yè)技術(shù)學(xué)院
機(jī)械加工工藝卡片
工件名稱
鉆
工序號(hào)
Ⅳ
零件名稱
CA6140車床手柄座
零件號(hào)
零件重量
0.73kg
同時(shí)加工件數(shù)
材料
毛坯
牌號(hào)
硬度
型號(hào)
重量
HT200
HBS151~229
鑄件
0.72kg
設(shè)備
夾具
輔助工具
名稱
型號(hào)
專用夾具
立式鉆床
Z525
安裝
工步
安裝及工步說明
刀具
7�、量具
走刀長(zhǎng)度mm
走刀次數(shù)
切削深度mm
進(jìn)給量mm/r
主軸轉(zhuǎn)速r/min
切削速度m/min
基本工
時(shí)min
1
鉆Φ9.8mm孔
高速鋼錐柄麻花鉆
1
0.17
960
29.54
0.31
粗鉸Φ9.96mm孔
高速鋼機(jī)用鉸刀
1.3
195
6.1
0.19
精鉸Φ10mm孔
高速鋼機(jī)用鉸刀
0.8
195
6.1
0.3
設(shè)計(jì)者
指導(dǎo)老師
梁式
共 1 頁
第 1 頁
 畢業(yè)設(shè)計(jì)(雨辰)車床手柄座夾具設(shè)計(jì)【全套圖紙】-
畢業(yè)設(shè)計(jì)(雨辰)車床手柄座夾具設(shè)計(jì)【全套圖紙】-