《汽車后橋殼體加工工藝設(shè)計(jì)書(shū)》由會(huì)員分享���,可在線閱讀���,更多相關(guān)《汽車后橋殼體加工工藝設(shè)計(jì)書(shū)(26頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索。
1���、機(jī)加工工藝設(shè)計(jì)書(shū)
一���、零件的工藝分析
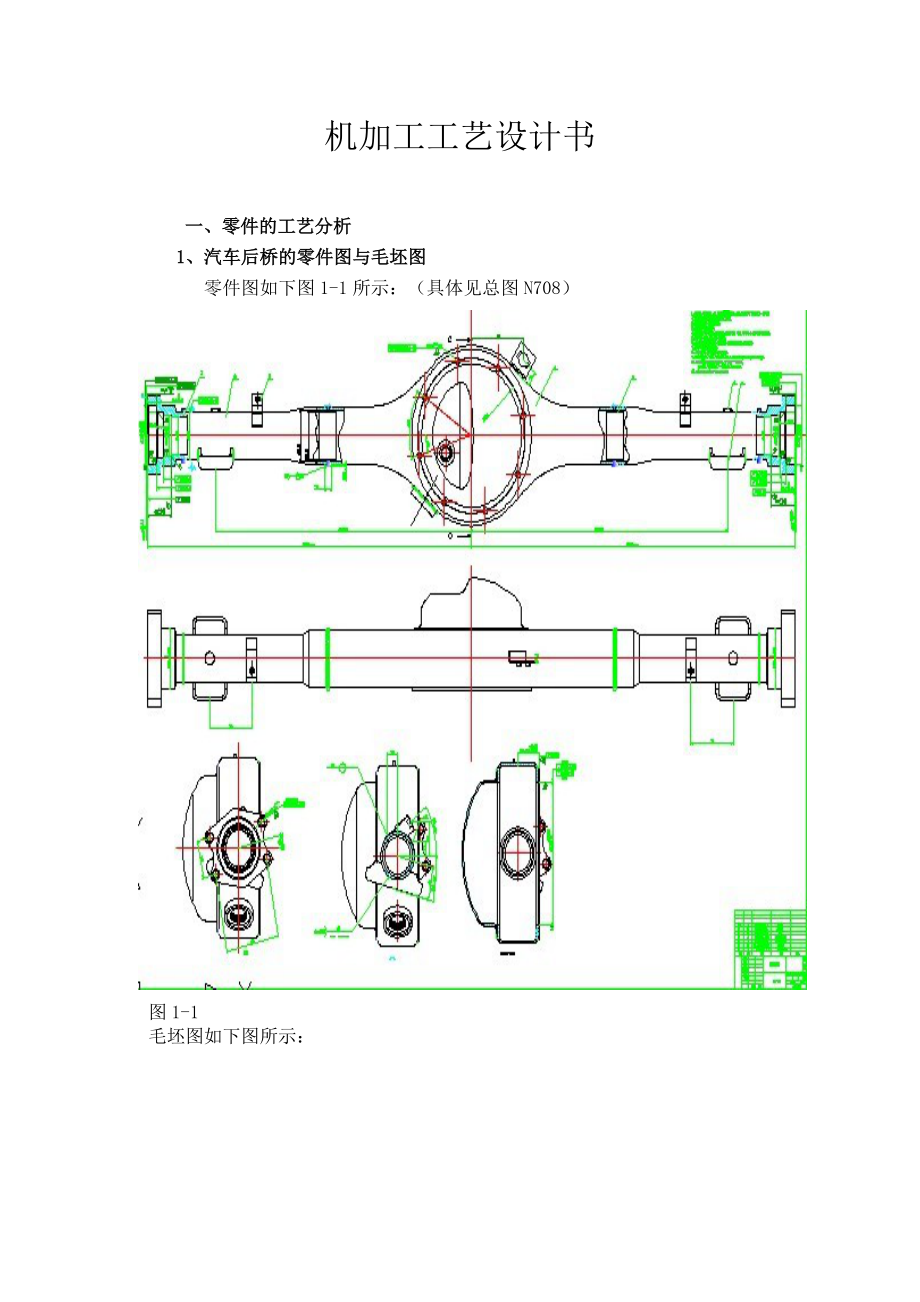
1、汽車后橋的零件圖與毛坯圖
零件圖如下圖1-1所示:(具體見(jiàn)總圖N708)
圖1-1
毛坯圖如下圖所示:
2���、零件的外形分析
汽車后橋殼體屬于不規(guī)則的焊接類零件���,主要由半軸套管法蘭、半軸套管���、油箱固定板組架���、后橋殼體焊合件、墊圈���、定位凸塊���、彈簧座板組成,只要加工部位有兩端半軸套管法蘭的內(nèi)孔和其端面���、接口法蘭的內(nèi)孔和端面���、兩端套管法蘭端面4孔和接口法蘭8孔,零件的加工精度要求較高���,尤其是內(nèi)孔的尺度精度和位置精度���,幾何元素的描述、尺寸之間的標(biāo)注完整清楚���,主要以車加工���、鏜加工���、和鉆加工為只要加工方
2、式���。根據(jù)零件形狀結(jié)構(gòu)特點(diǎn)���、精度要求、零件為批量生產(chǎn)以及經(jīng)濟(jì)條件���,現(xiàn)擬定采用普通車床���、數(shù)控車床、鏜床以及組合機(jī)床等加工設(shè)備���。
3���、精度分析
(1)尺寸精度
精度要求較高的尺寸主要有:
兩端法蘭內(nèi)孔直徑Φ72、Φ56���、Φ51���,其公差等價(jià)較高���,通過(guò)精鏜的方式可以達(dá)到其精度等級(jí)。
(2)形位精度
兩端法蘭Φ56內(nèi)孔的相對(duì)于其軸線的同軸度◎Φ0.05���,該位置精度的只要通過(guò)一次裝夾加工完成就可以保證。
兩端法蘭內(nèi)孔直徑Φ72相對(duì)后橋殼體總成的軸線的同軸度◎Φ0.1���,由于兩端法蘭頭要分兩個(gè)工步進(jìn)行加工���,固同軸度難以保證,但通過(guò)基準(zhǔn)統(tǒng)一的原則���,兩端法蘭內(nèi)孔的加工都以Φ75的外圓為
3���、定位基準(zhǔn)就可以保證兩孔之間的位置精度。
兩端法蘭Φ72內(nèi)孔端面對(duì)其軸線的的斷面跳動(dòng)↗Φ0.02���、Φ56內(nèi)孔端面對(duì)其軸線的的斷面跳動(dòng)↗Φ0.04���、以及兩端法蘭端面對(duì)其軸線的的斷面跳動(dòng)↗Φ0.1,位置公差通過(guò)一次裝夾或者是基準(zhǔn)統(tǒng)一來(lái)保證���。
(3)表面粗糙度
兩端法蘭內(nèi)孔直徑Φ72、Φ56的表面粗糙度Ra1.6���,通過(guò)正確的工藝路線鏜加工���,和適當(dāng)?shù)那邢饔昧浚湍鼙WC加工零件的表面粗糙度值���。
二���、確定加工工藝
1、加工方法的確定
根據(jù)零件的材料和零件的形位精度的要求���,兩端法蘭外圓Φ75采用粗車精車兩個(gè)工序就能滿足加工要求
兩端法蘭內(nèi)孔直徑Φ72���、Φ56,以及Ra1.6的粗糙度要求���,
4���、現(xiàn)采用粗車���,半精車���,精鏜三個(gè)工序
兩端法蘭4孔要求精度較低只需要鉆削就能滿足精度要求���。
接口法蘭Φ175的內(nèi)孔和端面通過(guò)粗鏜���,精鏜兩個(gè)工序就能滿足加工要求���。
接口法蘭8孔要求精度較高���,僅通過(guò)鉆削不能滿足加工要求���,需要進(jìn)行鉸孔才能滿足加工要求。
2���、加工方案的擬定
根據(jù)加工工序安排的先后原則:1)基面先行 2)先粗后精 3)先主后次
4)先面后空 5)就近不就遠(yuǎn)等原則和針對(duì)零件的技術(shù)要求和實(shí)際情況���,現(xiàn)提出兩種工藝方案:
方案一:1、粗車Φ65外圓—2、粗車法蘭內(nèi)孔—3���、精車Φ65的外圓—4���、半精車法蘭內(nèi)孔—5、精鏜兩端面法蘭內(nèi)孔—6���、粗鏜Φ175孔及接口法蘭—
5���、7、精鏜Φ175孔及法蘭端面—8���、鉆兩端法蘭4孔���、鉆接口法蘭8孔—9、16孔倒角去毛刺—10���、鉸法蘭端面8孔—11���、清渣打磨去毛刺—12、酸洗���、磷化處理—13���、油漆���、烘干—14抹油、防銹處理—15���、入庫(kù)檢驗(yàn)—16���、成品入庫(kù)
方案二:1、粗車Φ65外圓—2���、粗車法蘭內(nèi)孔—3���、精車Φ65的外圓—4���、半精車法蘭內(nèi)孔—5���、精鏜兩端面法蘭內(nèi)孔—6、粗鏜Φ175孔及接口法蘭—7���、精鏜Φ175孔及法蘭端面—8���、鉆接口法蘭8孔—9���、接口法蘭8孔倒角—10、鉸接口法蘭8孔—11���、鉆兩端法蘭4孔—12���、兩端法蘭4孔倒角—13、—清渣打磨去毛刺—14���、酸洗���、磷化處理—15、油漆���、烘干—16���、抹油、防銹處理—17���、
6���、入庫(kù)檢驗(yàn)—18���、成品入庫(kù)
方案比較確定:上面兩種方案都符合了先粗后精,先主后次���,先面后孔���,基準(zhǔn)統(tǒng)一等原則,以Φ65的外圓作為車法蘭內(nèi)孔���、鏜Φ175內(nèi)孔及法蘭接口和鉆兩端法蘭內(nèi)孔���、接口法蘭8孔的精基準(zhǔn),符合了基準(zhǔn)統(tǒng)一的原則���,兩種方案都有各自的優(yōu)點(diǎn),兩種方案的不同之處在與鉆兩端4孔和接口法蘭8孔���,方案一把兩端法蘭4孔和接口法蘭8孔一起來(lái)鉆���,在大大的提高了加工效率的同時(shí)���,也更好的保證了兩端法蘭4孔和接口法蘭8孔之間的位置精度,但是這樣增加了夾具和組合機(jī)床的設(shè)計(jì)制造的難度���,增加了夾具和組合機(jī)床的制造成本���。而方案二給把兩端法蘭4孔和接口法蘭8孔分開(kāi)了加工,這樣能降低夾具和組合機(jī)床的復(fù)雜程度���,降低了
7���、夾具和組合機(jī)床的制造成本,但多了一個(gè)工步���,增加了勞動(dòng)力���,降低了勞動(dòng)的效率。
通個(gè)兩種方案的分析比較���,由于后橋殼的產(chǎn)量屬于批量生產(chǎn)���,生產(chǎn)效率的提高給企業(yè)帶的效應(yīng)遠(yuǎn)遠(yuǎn)比組合機(jī)床和夾具的制造成高���,再者方案一更能保證了加工的精度,保證了質(zhì)量���,所以方案一較方案二好���,故選著方案一
三、設(shè)備的選著和測(cè)量量具的選著
1���、粗精車Φ75外圓 加工部分為回轉(zhuǎn)體���,所以選著設(shè)備為車床,加工的內(nèi)容不多���,只有一個(gè)外圓和一個(gè)端面���,且加工精度不高,用普通車床就能夠滿足加工要求���,結(jié)合現(xiàn)有的廠家的實(shí)際情況和經(jīng)濟(jì)效益���,選著用普通車床C6140進(jìn)行改造,在刀架X軸方向的移動(dòng)上裝上百分表���,以提高機(jī)床X軸方向的分辨率來(lái)
8���、滿足加工要求。
根據(jù)外圓的尺寸粗車采用游標(biāo)卡尺0---200mm和鋼卷尺2M���,精車采用千分尺和鋼卷尺2M
2���、兩端法蘭內(nèi)孔的加工 法蘭內(nèi)孔的尺寸精度、位置精度���、表面粗糙度要求比較高���,要進(jìn)行粗車、半精車���、精鏜三個(gè)工序���。法蘭內(nèi)孔加工的內(nèi)容比較多���,且復(fù)雜,用普通車床加工效率很低���,且很難保證加工的質(zhì)量���,所以要采用數(shù)控車床進(jìn)行加工,結(jié)合現(xiàn)有的廠家的實(shí)際情況和經(jīng)濟(jì)效益���,現(xiàn)采用廣數(shù)928TD進(jìn)行粗精加工���,對(duì)于法蘭內(nèi)孔的精鏜采用液壓鏜孔車端面頭 型號(hào)TC32。
粗車���、半精車采用游標(biāo)卡尺0—200mm和深度游標(biāo)卡尺0—200mm���,精鏜采用內(nèi)徑千分尺50---100mm
3、接口法蘭的加工 接口法
9���、蘭的精度等級(jí)要求也比較高���,需要分粗鏜和精鏜兩個(gè)工序來(lái)加工才能滿足加工的要求 ���,接口法蘭的加工內(nèi)容比較簡(jiǎn)單,只是一個(gè)深度不深的大孔和一個(gè)端面的加工���,普通設(shè)備也能達(dá)到要求,但由于零件是批量生產(chǎn)���,為了提高加工的效率���,提高經(jīng)濟(jì)效益,采用組合機(jī)床進(jìn)行把孔和端面一次加工完成���,在提高加工效率的同時(shí)也提高了孔和端面之間位置精度���,現(xiàn)采用型號(hào)為GY255的組合機(jī)床。
接口法蘭的粗車采用游標(biāo)卡尺0—300mm���,高度尺0-300mm
4���、兩端法蘭4孔和接口法蘭8孔的加工 為了提高兩端法蘭4孔和接口法蘭8孔之間的位置精度,同時(shí)也提高加工的效率,采用組合機(jī)床對(duì)16孔進(jìn)行一次加工成型���。
尺寸精度使用Φ10.3���、Φ
10、7.8的塞規(guī)���,位置精度使用法蘭頭4孔位置度專用檢具���,接口法蘭8口位置度檢具。
5���、接口法蘭8孔的鉸削 鉸孔工序比較簡(jiǎn)短���,也比較容易實(shí)現(xiàn),采用不同的鉆床都可以滿足加工的要求���,現(xiàn)在采用普通的鉆床
接口法蘭8孔的鉸削采用Φ8H10的塞規(guī)���。
四、加工工序設(shè)計(jì)
工序一���、粗車Φ67外圓:
1���、 粗基準(zhǔn)的選著 結(jié)合工件的外形和技術(shù)要求���,選用兩端法蘭內(nèi)孔作為定位基準(zhǔn),采用兩頂一夾的裝夾方式���,如下圖所示2-1:
圖2-1
2、尺寸鏈的換算
零件圖如下圖2-2所示:
圖2-2
由零件圖2-2可以看出加工測(cè)
11���、量的尺寸為L(zhǎng),必須進(jìn)行尺寸鏈的計(jì)算���,工步二測(cè)量的尺寸為24,封閉環(huán)為569���,尺寸鏈如下圖所示:
基本尺寸L=569-24=545mm
上偏差es=所有增環(huán)的上偏差es-所有減環(huán)的下偏差ei
所以0.5=es+0 es=0.5
下偏差ei=所有增環(huán)的下偏差ei-所有減環(huán)的上偏差es
所以-0.5=ei-0.3 ei=-0.2
故L=545mm
3 ���、工序的內(nèi)容
(1)、本工序分為兩個(gè)工步:
工步一:先加工左端外圓���,保證尺寸Φ67.6���、545���。
如下圖所示:
工步二:加工右端外圓,同樣保證尺寸Φ67.6���、544.5���。
12、
(2)���、切削用量的確定
由零件圖知道���,零件的加工余量為71-67.6=3.4mm,單邊余量=3.4/2=1.7mm���,余量不大���,采用刀桿尺寸為16*25(B*H)的硬質(zhì)合金車刀可以一刀去掉余量,現(xiàn)取a=1.7���,加工部位的直徑為Φ71���,查表3-13得
進(jìn)給量f=0.5---0.7mm/r 現(xiàn)取進(jìn)給量f=0.6mm/r
查表3-19外圓車削速度參考表
切削速度v=1.167---1.5m/s 現(xiàn)取v=1.5m/s=1.5*60=90m/min
轉(zhuǎn)速n=1000v/=1000*90/3.14*71=403.69r/min
現(xiàn)取n=400r/min
工序二���、粗車兩端法蘭內(nèi)孔及
13、端面
1���、 基準(zhǔn)的選著 根據(jù)零件的外形和技術(shù)要求���,采用Φ67.6的外圓作為粗車兩端法蘭內(nèi)孔的基準(zhǔn),如下圖所示
2���、 工序內(nèi)容
工步一:加工右端法蘭頭內(nèi)孔及其端面,保證尺寸如下圖所示:總長(zhǎng)1140���、內(nèi)孔Φ71���、Φ55、Φ50���、Φ44���,長(zhǎng)度27���、 15.2、 10.5���、16.3
切削用量的確定
法蘭的毛坯為鑄件���,余量比較均勻,最大余量=71-67.5=3.5mm���,單邊的加工余量為1.75mm���,采用硬質(zhì)合金刀具,刀桿直徑為Φ20���,刀桿伸出長(zhǎng)度為90mm���,現(xiàn)取a=1mm,查表3—15得
進(jìn)給量f=0.15---0.30mm/r
查表3—19得���,切削速度v=1.667-
14���、--2.17m/s
現(xiàn)取f=0.3mm/r���,v=2m/r
轉(zhuǎn)速n=1000v/=10002/3.1471.5=8.90r/s=8.9060=534r/min
現(xiàn)取n=550r/min
加工程序
工件原點(diǎn)如下圖所示
O0001
G00 X200 Z50 快速定位到安全換刀位置
T0101 換1號(hào)端面車刀
M03 S534 指定主軸的轉(zhuǎn)向和轉(zhuǎn)速
G00 X115 Z0 指定端面切削起點(diǎn)
G01 X65 F0.30 粗端面
G00 Z50
X200 快速定
15、位到安全換刀位置
T0202 換2號(hào)鏜孔刀
G00 X67 Z3 快速定位到循環(huán)起點(diǎn)
G73 U2 R2 輪廓粗切循環(huán)加工
G73 P10 Q20 U0 W0 F0.30
N10 G01 X73 Z1 精加工輪廓開(kāi)始���,到倒角延長(zhǎng)線處
X69 Z-1 加工倒角145角
Z-16.3 加工Φ71的內(nèi)孔
X59 加工Φ71內(nèi)孔的臺(tái)階面���,并定位245倒角處
X55 Z-18.3 2 45角倒角
Z-26.8 加工Φ55的內(nèi)孔
X50
16、 加工Φ55內(nèi)孔的臺(tái)階面
Z-42 加工Φ50的孔
X44 加工Φ孔的臺(tái)階面
Z-75 加工Φ44的孔
N20 X40 退刀到安全位置
G00 X200 Z50 退刀到安全位置
T0101 換1號(hào)刀為下次加工做好準(zhǔn)備
M30 程序結(jié)束
工步二:掉頭加工左端法蘭內(nèi)孔及其端面���,保證尺寸如下圖所示:總長(zhǎng)1139���、內(nèi)孔Φ71、Φ55���、Φ50、Φ44���,長(zhǎng)度27���、 15.2、 10.5���、16.3
切削用量的確定如工步一所
17���、示���。
加工程序:使用和工序一樣的程序
工序三、精加工Φ67的外圓及其端面
1���、定位基準(zhǔn)的選著:選著兩端法蘭內(nèi)孔和其一個(gè)端面面作為定位基準(zhǔn)���,如下圖所示:
3、 工序內(nèi)容
工步一���、加工左端���,保證尺寸如下圖所示:545,Φ67
切削用量的確定:本工序?yàn)榫庸?��,為了保證表面的質(zhì)量���,需選著較小的進(jìn)給量和較大的轉(zhuǎn)速,查表3—14,當(dāng)粗糙度Ra=6.3時(shí)���,進(jìn)給量f=0.55—0.7mm���,轉(zhuǎn)速選著500r/min
工步二、掉頭加工右端���,重復(fù)執(zhí)行工步一內(nèi)容���。
工序四、精加工法蘭兩端內(nèi)孔及端面
1���、 定位基準(zhǔn)的選著:選著Φ67的外圓和法蘭頭一端面作為加工的精基準(zhǔn)���,定位如下圖所示
18、:
工步一���、加工右端的法蘭頭內(nèi)孔和端面���,保證尺寸如下圖所示:
Φ71.6���、Φ55.6���、Φ510.05���、Φ45、24等���。
切削用量的確定
零件的加工余量=71.5-71=0.6mm���,a=0.6/2=0.3mm,采用Φ20的硬質(zhì)合金刀具查表3---22得���,精鏜時(shí)進(jìn)給量f=0.08---0.15mm/r���,取轉(zhuǎn)速n=500r/min
加工程序編輯:
工件原點(diǎn)如圖所示
O0002
G00 X200 Z50 快速定位到安全換刀位置
T0101 換1號(hào)端面車刀
M03 S534 指定主軸的轉(zhuǎn)向和轉(zhuǎn)速
G00
19、 X115 Z0 指定端面切削起點(diǎn)
G01 X70 F0.15 加工法蘭端面
G00 Z50
X200 快速定位到安全換刀位置
T0202 換2號(hào)鏜孔刀
G00 X73.6 Z1 精加工輪廓開(kāi)始���,到倒角延長(zhǎng)線處
G01 X71.6 Z-1 加工倒角1 45 角
Z-16.3 加工Φ71.6的內(nèi)孔
X59.6 加工Φ71.6內(nèi)孔的臺(tái)階面���,并定位2 45 倒角處
X55.6 Z-18.3 2 45 角倒角
20、
Z-26.8 加工Φ55.6的內(nèi)孔
X51 加工Φ55.6內(nèi)孔的臺(tái)階面
Z-42 加工Φ51的孔
X45 加工Φ孔的臺(tái)階面
Z-75 加工Φ45的孔
N20 X40 退刀到安全位置
G00 Z50 退刀到安全位置
X200
T0101 換1號(hào)刀為下次加工做好準(zhǔn)備
M30 程序結(jié)束
工步二���、加工左端的法蘭頭內(nèi)孔和端面���,保證尺寸如上圖工步一所示:
Φ71.6���、Φ55.6、Φ510.
21���、05���、Φ45、24等���。
切削用量與工步一相同���。
加工程序編輯:所用程序與工步一一樣 。
工序五���、精鏜兩端法蘭內(nèi)孔
1���、定位基準(zhǔn)的選著 選著兩個(gè)Φ67的外圓和法蘭頭一端面作為定位的基準(zhǔn),定位圖下:
工步一���、加工零件右端的法蘭內(nèi)孔���,保證尺寸Φ72、Φ56���,位置公差由工裝和定位方式保證���,如下圖所示:
切削用量的確定:該工序采用專用的組合頭機(jī)床,一次加工兩孔���,孔深度方向的臺(tái)階面部不需要加工���,最大余量=72-71.6=0.4,所以a=0.4/2=0.2 ���,現(xiàn)采用刀柄直徑為Φ20的硬質(zhì)合金刀具���,伸出量較短,查表3---22得:
進(jìn)給量f=0.05---0.10���,轉(zhuǎn)速
22���、n采用500轉(zhuǎn)���。
工步二、掉頭加工工件的另一端法蘭內(nèi)孔���,定位基準(zhǔn)���,切削用量等均安照工步一來(lái)完成。
工序六���、粗鏜接口法蘭Φ175內(nèi)孔及其接口面
1���、定位基準(zhǔn)的選著 選著兩個(gè)Φ67的外圓和法蘭頭一端面作為定位基準(zhǔn),另外由于工件的尺寸較長(zhǎng)���,需要在后橋殼體的圓弧面中加上輔助機(jī)構(gòu)���,以增強(qiáng)工件的剛度,加工時(shí)校直法蘭接口面與工作臺(tái)的垂直度���,具體定位如下圖所示:
2���、加工內(nèi)容 接口法蘭的加工采用的是組合機(jī)床���,將內(nèi)孔和其端面一次加工成型,保證尺寸545���,38.750.3,Φ174���,如下圖所示
切削用量的確定 本工序采用組合頭機(jī)床���,對(duì)法蘭接口的面和孔一次加工成型,孔的加工余量=174-
23���、170=4mm���,單邊的加工余量為2mm,現(xiàn)在采用硬質(zhì)合金刀具���,取a=2mm���,由于接口面的面積大���,刀具與接口面得接觸寬度約17mm,采用3045的刀柄���,結(jié)合端面的車削���,查表3—13得
進(jìn)給量f=0.6—1.1mm/r,結(jié)合實(shí)際情況���,現(xiàn)取f=0.6mm/r
由于該機(jī)床的旋轉(zhuǎn)部分是刀具���,結(jié)合實(shí)際經(jīng)驗(yàn)和機(jī)床的情況,現(xiàn)取轉(zhuǎn)速n=300r/min
工序七���、精鏜接口法蘭Φ175內(nèi)孔及其接口面
1���、定位基準(zhǔn)的選著 選著兩個(gè)Φ67的外圓和法蘭頭一端面作為定位基準(zhǔn),另外由于工件的尺寸較長(zhǎng)���,需要在后橋殼體的圓弧面中加上輔助機(jī)構(gòu)���,以增強(qiáng)工件的剛度���,加工時(shí)校直法蘭接口面與工作臺(tái)的垂直度,具體定位如下圖所
24���、示:
2���、加工內(nèi)容 接口法蘭的加工采用的是組合機(jī)床,將內(nèi)孔和其端面一次加工成型���,保證尺寸545,38.250.15���,Φ175���,如下圖所示
切削用量的確定 本工序采用液壓組合頭機(jī)床,對(duì)法蘭接口的面和孔一次加工成型���,采用硬質(zhì)合金刀具���,孔加工余量=175-174=1mm,單邊的加工余量為0.5mm���,法蘭接口面的加工余量=38.75-38.25=0.5mm���,取a=0.5mm���,表面的粗糙度Ra=3.2,查表3—14得
進(jìn)給量f=0.18---0.25���,由于該設(shè)備的轉(zhuǎn)動(dòng)部分是刀具���,端面切削時(shí)刀具與工件的接觸面積大,結(jié)合機(jī)床的情況���,現(xiàn)取n=350r/min
工序八���、鉆兩端法蘭4孔
25、及接口法蘭8孔
1���、定位基準(zhǔn)的選擇 該工序選擇兩端Φ72的內(nèi)孔���,接口法蘭端面作為定位基準(zhǔn),如下圖所示:
2、工藝內(nèi)容 本工序采用三面鉆組合機(jī)床���,采用Φ7.8和Φ10.3的高速鋼鉆頭���,一次將16孔加工完成,保證尺寸Φ10.3���、Φ7.8���、,其位置精度由模具控制���,具體要求圖下圖所示:
2���、切削用量的確定 本工序采用三面鉆組合機(jī)床���,一次將16孔加工完成���,由于孔徑的大小不一樣,法蘭接口面的為Φ7.8���,兩端法蘭頭的孔徑為Φ10.3���,所以接口法蘭孔加工的進(jìn)給量與兩端法蘭頭的不一樣���。對(duì)于兩端法蘭頭,深徑比I/D=24/8=3���。對(duì)于接口法蘭面8孔的深徑比I/D =6.5/
26���、10.3=0.63。
查表3-45得
接口法蘭面8—Φ7.8的孔的鉆削用量:進(jìn)給量f=0.3mm/r���、切削速度v=0.334m/s���、轉(zhuǎn)速n=13.6r/s
兩端法蘭頭4孔的鉆削用量:進(jìn)給量f=0.4mm/r、切削速度v=0.334m/s���、轉(zhuǎn)速n=10.6r/s
工序九���、16孔倒角去毛刺
該工序要求精度不高,只要求去毛刺���,故為了提高加工的效率���,現(xiàn)采用手電鉆倒145的倒角���。
工序十、鉸法蘭端面8孔
1���、定位基準(zhǔn)的選擇 該工序的要求不是高���,表面粗糙度Ra6.3,為了節(jié)約成本���,采用普通的鉆床了盡行加工九能滿足加工要求���,選擇兩端Φ67的外圓作為定位的基準(zhǔn),加工時(shí)���,須校正接口法
27、蘭面與工作臺(tái)的平行度再盡心夾緊加工���,具體定位圖如下:
2���、工序的內(nèi)容 該工序采用普通鉆床���,采用手工進(jìn)給的方式,所以要求工作者進(jìn)給要盡量均勻���,以保證加工面的表面粗糙度���,孔徑為Φ8,具體尺寸位置要求見(jiàn)下圖:
工序十一���、清渣打磨去毛刺
1���、技術(shù)要求
(1)內(nèi)外表面清渣干凈
(2)校零件不能有虛焊、焊穿等現(xiàn)象���、
2���、工序內(nèi)容
(1)把工件放在架子上,清理橋殼外表全部課件焊渣���,清理橋殼內(nèi)腔焊渣���。
(2)檢查校零件是否有虛焊���、焊穿現(xiàn)象,回攻管夾M8螺孔���。
(3)檢查四環(huán)縫是否飽滿���,不合格的挑出轉(zhuǎn)冷返修。
(4)用風(fēng)動(dòng)砂輪機(jī)打磨接口法蘭內(nèi)孔內(nèi)部空口及八孔銳邊取毛
28���、刺���,接口法蘭外面銳邊去毛刺,回攻螺紋M161.5-6H���、M181.5-6H���。
工序十二、 酸洗���、磷化處理
1���、技術(shù)要求
(1)工件磷化膜外觀應(yīng)為結(jié)晶致密,連續(xù)均勻的淺薄層磷化膜���,無(wú)掛灰���、泛黃等現(xiàn)象。
(2)兩端法蘭基接口法蘭與后蓋內(nèi)腔處不允許有銹跡���。
2���、工序內(nèi)容
(1)將后橋殼放入“二合一”除油除銹處理池中浸泡4~6分鐘,將工件從除油漆除銹池?fù)瞥?��,用抹布或鋼絲球進(jìn)行擦洗���。(所用溶液總酸度180~250點(diǎn),PH值2~4)
(2)將后橋殼放入溢流清洗池中清洗干凈���,進(jìn)出池子輕拿輕放���,避免管夾變形���。(所用溶液PH值5~7)
(3)吊掛工件進(jìn)入表調(diào)槽1~~2分鐘。(所用溶液總
29���、堿度5~10點(diǎn)���,PH值8~~9)
(4)吊掛工件進(jìn)入磷化處理槽10~15分鐘進(jìn)行磷化處理。(所用溶液游離酸度1.5~2.6點(diǎn)���,總堿度35~45點(diǎn)���,氣點(diǎn)值3.5點(diǎn),PH值3~5)
(5)吊掛工件進(jìn)入熱水槽快速干燥1~2分鐘���。(所用溶液的PH值5~7)
工序十三���、 油漆、烘干
1���、 技術(shù)要求
(1) 工件外表非加工面噴漆TQ6���,漆層均勻���,厚度不小于40微米���。
2���、 工序內(nèi)容
(1) 用木塞保護(hù)M181.5及M161.5螺紋孔。
(2) 將工件垂直吊掛在懸架上噴TQ6漆���。
(3) 將保護(hù)木塞取下���。
(4) 將工件推入烘箱烤固化,溫度(120~140c)���,自然降溫到90后出爐���。
30、(5) 將制成品整齊放置在周轉(zhuǎn)架內(nèi)���。
工序十四���、抹油防銹處理
將所有未噴漆的內(nèi)外表面都進(jìn)行抹油除銹���,工作中注意輕拿輕放。
工序十五���、入庫(kù)檢驗(yàn)
檢查內(nèi)容如下:
1���、 外觀(零件無(wú)漏焊、錯(cuò)焊���,變形���、加工面無(wú)毛刺、油漆質(zhì)量)���。檢驗(yàn)工具/方法:目測(cè)
2���、 內(nèi)孔Φ56。檢驗(yàn)工具:內(nèi)徑千分表50~100
3���、 內(nèi)孔Φ72���。 檢驗(yàn)工具:內(nèi)徑千分表50~100
4���、 孔Φ175。 檢驗(yàn)工具:內(nèi)徑千分表160~250
5���、 38.280.15���。 檢驗(yàn)工具:高度游標(biāo)卡尺0~~300
6���、 接口法蘭平面的平面度0.15 ���。 檢驗(yàn)工具:平臺(tái)、杠桿百分表
7���、
31���、大孔Φ175的位置度0.15(上偏),0. 5(下偏)���。 檢驗(yàn)工具:平臺(tái)���、杠桿百分表
8���、 孔Φ8。 檢驗(yàn)工具:塞規(guī)Φ8H10���。
9���、 8—Φ8的位置度。 檢驗(yàn)工具:接口法蘭8孔位置度檢具
10���、 5690.5���。 檢驗(yàn)工具:高度游標(biāo)卡尺0~500
11、 450 檢驗(yàn)工具:高度游標(biāo)卡尺0~500
12���、 12 檢驗(yàn)工具:專用角尺
13���、 孔Φ10.3。 檢查工具:塞規(guī)Φ10.3
14���、 4—Φ10.3孔位置度���。 檢查工具:法蘭頭4孔位置度檢具
工序十六���、成品入庫(kù)
1、 工序內(nèi)容如下:
(1)���、將成品整齊放置在工位器具內(nèi)���,注意輕拿輕放。
(2)���、按倉(cāng)管員要求將放置成品的工位器具放置在指定的位置。
(3)���、掛上對(duì)應(yīng)的標(biāo)識(shí)���。
(4)、蓋上防塵布���。
 汽車后橋殼體加工工藝設(shè)計(jì)書(shū)
汽車后橋殼體加工工藝設(shè)計(jì)書(shū)