《數(shù)控編程及數(shù)控自動(dòng)編程》由會(huì)員分享�����,可在線閱讀�����,更多相關(guān)《數(shù)控編程及數(shù)控自動(dòng)編程(39頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索�����。
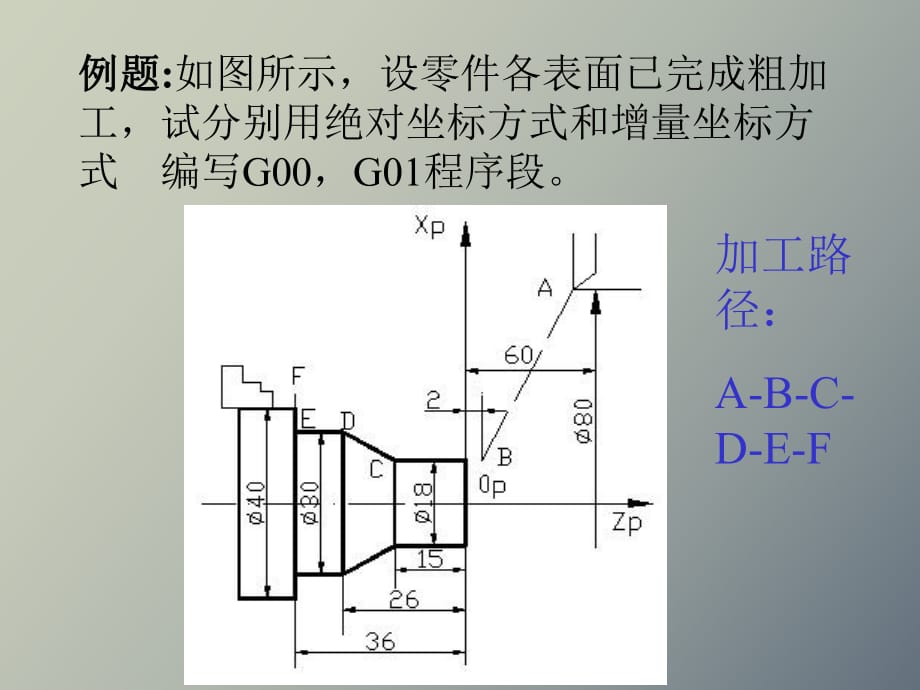
1�����、例 題 :如 圖 所 示 �����, 設(shè) 零 件 各 表 面 已 完 成 粗 加工 �����, 試 分 別 用 絕 對(duì) 坐 標(biāo) 方 式 和 增 量 坐 標(biāo) 方式 編 寫 G00�����, G01程 序 段 �����。 加 工 路徑 :A-B-C-D-E-F 絕 對(duì) 坐 標(biāo) 編 程 :N005 G92 X60 Z80 定 起 始 點(diǎn)N010 G90 G00 X18 Z2 A-BN020 G01 X18 Z-15 F50 B-CN030 G01 X30 Z-26 C-DN040 G01 X30 Z-36 D-EN050 G01 X42 Z-36 E-F PRG14.GSK 增 量 坐 標(biāo) 編 程 :N005 G92 X80 Z6
2�����、0N010 G91 G00 X-62 Z-58 A - BN020 G01 Z-17 50 -N030 G01 X12 Z-11 -N040 G01 Z-10 -N050 G01 X12 - 5. 插 補(bǔ) 平 面 選 擇 G 17�����、 G 18�����、 G 19指 令 指 令 格 式 G 17 �����、 G 18�����、 G 19 指 令 功 能 表 示 選 擇 的 插 補(bǔ) 平 面 指 令 說(shuō) 明 1 G17表 示 選 擇 XY平 面 ; 2 G18表 示 選 擇 ZX平 面 �����; 3 G19表 示 選 擇 YZ平 面 �����。 G17 XY插 補(bǔ) 平 面 G18 XZ插 補(bǔ) 平 面 G19 YZ插 補(bǔ) 平 面 6. 順
3�����、 時(shí) 針 圓 弧 插 補(bǔ) G 02指 令 和逆 時(shí) 針 圓 弧 插 補(bǔ) G 03指 令 XY平 面 圓 弧 插 補(bǔ) 指 令 G02 R_ G17 X_Y_ F_ G03 I_ J_ ZX平 面 圓 弧 插 補(bǔ) 指 令 G02 R_ G18 X_ Z_ F_ G03 I_ K_YZ平 面 圓 弧 插 補(bǔ) 指 令 G02 R_ G19 Y_Z_ F_ G03 J_ K_ 指 令 說(shuō) 明 1. X�����、 Y�����、 Z為 圓 弧 終 點(diǎn) 坐 標(biāo) 值 �����, 如 果 采用 增 量 坐 標(biāo) 方 式 G 91�����, X�����、 Y�����、 Z表 示 圓弧 終 點(diǎn) 相 對(duì) 于 圓 弧 起 點(diǎn) 在 各 坐 標(biāo) 軸 方 向上 的 增 量 �����;
4�����、 2.I�����、 J�����、 K表 示 圓 弧 圓 心 相 對(duì) 于 圓 弧 起點(diǎn) 在 各 坐 標(biāo) 軸 方 向 上 的 增 量 , 與 G 90或G 91的 定 義 無(wú) 關(guān) �����; 3.R是 圓 弧 半 徑 �����, 當(dāng) 圓 弧 所 對(duì) 應(yīng) 的 圓 心角 為 0 180 時(shí) �����, R取 正 值 ; 圓 心 角為 180 360 時(shí) �����, R取 負(fù) 值 �����; 4. I、 J�����、 K的 值 為 零 時(shí) 可 以 省 略 �����; (1)I、 J�����、 K指 令 的 使 用 下 面 我 們 用 一 個(gè) 例 子 來(lái) 說(shuō) 明 I�����, J, K具 體 的 使 用 方 法 �����。在 下 面 的 例 子 中 �����, 刀 具 的 起 始 點(diǎn) 在 A點(diǎn) , 圓 弧
5�����、半 徑 為 R30�����,圓 弧 中 心 的 坐 標(biāo) 為 ( 10, 10) �����。 AB I J( 圓 弧 起 點(diǎn) )( 圓 弧 終 點(diǎn) )中 心Y X10 20 40 402010 絕 對(duì) ( G 90) 指 令 狀 態(tài) G90 G03 X20.Y40.I-30.J-10.F100 ; 其 中 I-30 J-10 是 A點(diǎn) ( 圓 弧 起 點(diǎn) ) 到 圓 弧 中 心 的 矢 量 在 X�����、 Y方 向 上 的 分 量 �����。 增 量 ( G 91) 指 令 狀 態(tài) G91 G03 X-20. Y20.I-30. J-10. F100; 其 中 I-30 J-10 是 A點(diǎn) ( 圓 弧 起 點(diǎn) ) 到 圓 弧
6、 中 心 的 矢 量 在 X�����、 Y方 向 上 的 分 量 �����。 從 上 面 的 例 子 可 以 看 出 在 切 削 圓 弧 時(shí) �����, 無(wú) 論 是 在 G90狀 態(tài) �����, 還 是在 G91狀 態(tài) 下 �����, I�����、 J的 數(shù) 值 都 使 用 增 量 值 。 K的 使 用 方 法 和 I�����、 J使 用方 法 相 同 �����。 10 20 40 402010 I JA (2)圓 弧 半 徑 R指 令 當(dāng) 進(jìn) 行 圓 弧 插 補(bǔ) 時(shí) �����, I�����、 J�����、 K指 令 可 以 直 接 用 半 徑 指令 R來(lái) 代 替 �����, 其 指 令 格 式 及 使 用 方 法 我 們 用 下 面 的 例 子 來(lái)說(shuō) 明 �����。 B (圓弧終點(diǎn))20 70
7�����、 70 20 R50A(圓弧起點(diǎn)) X Y 在 上 圖 中 我 們 要 加 工 一 個(gè) 從 A點(diǎn) 加 工 到 B點(diǎn) 的圓 弧 �����, 其 中 圓 弧 半 徑 用 R指 令 來(lái) 指 定 , 程 序 如 下 : 絕 對(duì) ( G 90) 指 令 G90 G02 X70.Y20. R50. F100 ; X70.Y20. 是 B點(diǎn) 的 坐 標(biāo) 值 �����; R50.為 圓 弧 半 徑 �����; 增 量 ( G 91) 指 令 G91 G02 X50.Y-50.R50.F100 ; X50.Y-50. 是 A點(diǎn) 到 B點(diǎn) 的 坐 標(biāo) 增 量 �����; R50. 圓 弧 半 徑 �����; B (圓弧終點(diǎn))20 70 70 20 R5
8、0A(圓弧起點(diǎn)) X Y (3). 整 圓 插 補(bǔ) 時(shí) I�����、 J、 K的 使 用進(jìn) 行 整 圓 插 補(bǔ) 時(shí) �����, 編 程 時(shí) 必 須 使 用 I�����, J�����, K指 令 來(lái) 指定 圓 弧 中 心 。 如 果 使 用 半 徑 R指 令 進(jìn) 行 整 圓 插 補(bǔ) �����, 則 系 統(tǒng)認(rèn) 為 是 0度 圓 弧 , 刀 具 將 不 做 任 何 運(yùn) 動(dòng) �����。 例 如 : 順 時(shí) 針 方 向 切 削 一 個(gè) 半 徑 40的 整 圓 時(shí) ( 1) 從 A點(diǎn) 開 始 順 時(shí) 針 整 圓 切 削 絕 對(duì) 指 令 編 程 : G90 G02 X0 Y40 J 40 F100 �����; ( 2) 從 B點(diǎn) 開 始 順 時(shí) 針 整 圓 切
9�����、削 絕 對(duì) 指 令 編 程 : G90 G02 X40 Y0 I 40 F100 �����; 如 果 上 面 的 程 序 段 寫 成 G90( G91) G02 X40. Y0 R40.時(shí) ,那 么 刀 具 將 做 錯(cuò) 誤 的 切 削 運(yùn) 動(dòng) �����。 YA B XR40O11.CNCO12.CNC 如 果 用 指 令 R來(lái) 指 定 圓 弧 半 徑 時(shí) �����, 當(dāng) 圓 弧 角 度小 于 或 等 于 180度 時(shí) �����, R值 為 正 ; 當(dāng) 圓 弧 角 度大 于 180度 小 于 360度 時(shí) �����, R值 為 負(fù) �����。G90 G02 X70 Y20 R 50 F100�����; 7020 20 70 XY R50起 點(diǎn) 終 點(diǎn)
10�����、 順 逆 圓 弧 的 區(qū) 分 例 題 :如 圖 所 示 �����, 設(shè) 起 刀 點(diǎn) 在 坐 標(biāo) 原 點(diǎn) O�����,刀 具 沿 A-B-C路 線 切 削 加 工 �����, 使 用 絕 對(duì) 坐標(biāo) 與 增 量 坐 標(biāo) 方 式 編 程 �����。 絕 對(duì) 坐 標(biāo) 編 程G92 X0 Y0 Z0 設(shè) 工 件 坐 標(biāo) 系 原 點(diǎn) �����、 機(jī) 床 坐 標(biāo) 系 原 點(diǎn) 與 換 刀 點(diǎn) 重 合 ( 參 考 點(diǎn) )G90 G00 X200 Y40 刀 具 快 速 移 動(dòng) 至 A點(diǎn)G03 X140 Y100 I-60(或 R60) F100G02 X120 Y60 I-50 (或 R50) O07.CNC 增 量 坐 標(biāo) 編 程G92 X0 Y0
11�����、 Z0G91 G00 X200 Y40G03 X-60 Y60 I-60 (或 R60) F100G02 X-20 Y-40 I-50 (或 R50) 例 題 : 刀 具 起 始 點(diǎn) 為 坐 標(biāo) 原 點(diǎn) , 其 終 點(diǎn) 也 是 原 點(diǎn) �����, 走 刀方 向 為 順 時(shí) 針 �����, 進(jìn) 給 速 度 為 F100�����。O1234;N10 G92 X0 Y0;N20 G90G00X-60.Y-40.S1000M03;N30 G01X-60.Y0F100;N40 G02X0Y60.I60.;N50 G01X40.Y0;N60 G02X0Y-40.I-40.;N70 G01X-60.Y-40.;N80 G00Z10
12�����、0.M05; N90 G00X0Y0;N100 M30; -40 40-60 60N1N2 N3 N4N5N6 N7 R40R60 XY O13.CNC 例 題 :如 圖 所 示 �����, 起 刀 點(diǎn) 在 坐 標(biāo) 原 點(diǎn) O�����, 從 O點(diǎn) 快速 移 動(dòng) 至 A點(diǎn) �����, 逆 時(shí) 針 加 工 整 圓 �����, 使 用 絕 對(duì) 坐 標(biāo)與 增 量 坐 標(biāo) 方 式 編 程 �����。 絕 對(duì) 坐 標(biāo) 編 程G92 X0 Y0 Z0G90 G00 X30 Y0 G03 I-30 J0 F100G00 X0 Y0 增 量 坐 標(biāo) 編 程G92 X0 Y0 Z0G91 G00 X30 Y0G03 I-30 J0 F100G00 X-
13�����、30 Y0 例 題 :如 圖 所 示 �����, 走 刀 路 線 為 A-B-C-D-E-F, 試 分別 用 絕 對(duì) 坐 標(biāo) 方 式 和 增 量 坐 標(biāo) 方 式 編 程 。 絕 對(duì) 坐 標(biāo) 編 程G03 X34 Z-4 K-4( 或 R4) F50 A-BG01 Z-20 B-CG02 Z-40 R20 C-DG01 Z-58 D-EG02 X50 Z-66 I8( 或 R8) E-F 相 對(duì) 坐 標(biāo) 編 程G03 X-34 Z-4 K-4( 或 R4) F50 A-BG01 Z-16 B-CG02 Z-20 R20 C-DG01 Z-18 D-EG02 X16 Z-8 I8( 或 R8) E-F G
14、00�����、 G01�����、 G02�����、 G03指 令 使 用 練 習(xí)從 原 點(diǎn) 出 發(fā) 順 時(shí) 針 方 向 走 刀 �����, 最 后 回 到 原 點(diǎn) �����。 切 削 進(jìn)給 速 度 為 F100�����, 圓 弧 中 心 使 用 I�����, J編 程 �����。 Y X10 20 30 40 50 60 70 80 90 605040 302010 五 �����。 刀 具 補(bǔ) 償1�����。 刀 補(bǔ) 原 理 在 輪 廓 加 工 中 �����, 由 于 刀 具 具 有 一 定 的 半 徑 , 所以 在 加 工 時(shí) 不 允 許 刀 具 中 心 軌 跡 與 被 加 工 工 件的 輪 廓 相 重 合 �����, 而 需 要 與 被 加 工 輪 廓 偏 置 一 個(gè)刀 具 半 徑
15�����、值 R的 距 離 , 只 有 這 樣 才 能 加 工 出 與圖 紙 上 一 致 的 零 件 輪 廓 �����。 我 們 管 這 種 偏 置 功 能叫 做 刀 具 半 徑 補(bǔ) 償 �����。 刀 具 半 徑 補(bǔ) 償 的 范 圍 為0999 mm, 精 度 為 0.0010.01mm�����。刀 具 運(yùn) 行 軌 跡與 工 件 輪 廓 軌 跡 刀 具 磨 損 后 的 刀 具 半 徑 補(bǔ) 償 刀 具 半 徑 補(bǔ) 償 G 41、 G 42指 令指 令 格 式 G41 G00 X_ Y_ H (或 D)_ G42 G01指 令 功 能 數(shù) 控 系 統(tǒng) 根 據(jù) 工 件 輪 廓 和 刀 具 半 徑 自 動(dòng) 計(jì)算 刀 具 中 心 軌
16、跡 , 控 制 刀 具 沿 刀 具 中 心 軌 跡 移 動(dòng) �����, 加工 出 所 需 要 的 工 件 輪 廓 �����, 編 程 時(shí) 避 免 計(jì) 算 復(fù) 雜 的 刀 心軌 跡 �����。 指 令 說(shuō) 明1�����。 X_ Y_ 表 示 刀 具 移 動(dòng) 至 工 件 輪 廓 上 點(diǎn) 的 坐標(biāo) 值 �����;2 �����。 H (或 D)_為 刀 具 半 徑 補(bǔ) 償 寄 存 器 地 址 符 �����, 寄存 器 存 儲(chǔ) 刀 具 半 徑 補(bǔ) 償 值 �����; 3�����。 沿 刀 具 進(jìn) 刀 方 向 看 �����, 刀 具 中 心 在 零 件 輪 廓 左側(cè) �����, 則 為 刀 具 半 徑 左 補(bǔ) 償 �����, 用 G41指 令 �����; 4�����。 沿 刀 具 進(jìn) 刀 方 向 看 �����, 刀 具 中
17�����、 心 在 零 件 輪 廓 右側(cè) �����, 則 為 刀 具 半 徑 右 補(bǔ) 償 �����, 用 G42指 令 �����; 5�����。 通 過(guò) G00或 G01運(yùn) 動(dòng) 指 令 建 立 刀 具 半 徑 補(bǔ) 償 �����。 刀 具 半 徑左 補(bǔ) 償 �����,用 G41 刀 具 半 徑 右補(bǔ) 償 �����, 用G42 例 題 : 如 圖 所 示 , 刀 具 由 O點(diǎn) 至 A點(diǎn) �����, 采 用 刀 具 半 徑 左 補(bǔ) 償 指令 G41后 �����, 刀 具 將 在 直 線 插 補(bǔ) 過(guò) 程 中 向 左 偏 置 一 個(gè) 半 徑 值 �����, 使刀 具 中 心 移 動(dòng) 到 B點(diǎn) �����, 其 程 序 段 為 : G41 G01 X50 Y40 F100 H01H01為 刀 具 半 徑
18�����、 偏 置 代 碼 �����, 偏 置 量 ( 刀 具 半 徑 ) 預(yù) 先 寄 存 在H01指 令 指 定 的 寄 存 器 中 取 消 刀 具 半 徑 補(bǔ) 償 G 40指 令 指 令 格 式 G00 G01 指 令 功 能 取 消 刀 具 半 徑 補(bǔ) 償指 令 說(shuō) 明 1 指 令 中 的 X_ Y_表 示 刀 具 軌 跡 中 取 消 刀 具 半徑 補(bǔ) 償 點(diǎn) 的 坐 標(biāo) 值 ;2 通 過(guò) G00或 G01運(yùn) 動(dòng) 指 令 取 消 刀 具 半 徑 補(bǔ) 償 �����;3 G40必 須 和 G41或 G42成 對(duì) 使 用 �����。G40 X_ Y_ 例 題如 圖 所 示 �����, 當(dāng) 刀 具 以 半 徑 左 補(bǔ) 償 G41指 令加
19�����、 工 完 工 件 后 �����, 通 過(guò) 圖 中 CO段 取 消 刀 具半 徑 補(bǔ) 償 �����, 其 程 序 段 為 : G40 G00 X0 Y0 例 題 :加 工 圖 所 示 內(nèi) 外 輪 廓 �����, 用 刀 具半 徑 補(bǔ) 償 指 令 編 程 �����, 刀 具 直 徑為 8mm�����。分 析 : 外 輪 廓 沿 圓 弧 切 線 方 向切 入 p1p2�����, 切 出 時(shí) 沿 切 線 方向 p2p3�����, 根 據(jù) 判 斷 �����, 用 左 邊刀 具 半 徑 補(bǔ) 償 �����。 內(nèi) 輪 廓 加 工 時(shí) ,p4p5為 切 入 段 �����, p6p4為 切出 段 �����, 故 用 右 邊 刀 具 半 徑 補(bǔ) 償 �����。外 輪 廓 加 工 完 畢 取 消 左 邊 刀 具
20�����、半 徑 補(bǔ) 償 �����, 待 刀 具 移 至 p4點(diǎn) �����,再 建 立 右 邊 刀 具 半 徑 補(bǔ) 償 �����。 加工 應(yīng) 選 用 高 度 為 14mm�����、 邊 長(zhǎng)為 240mm的 正 方 形 毛 坯 �����。 程 序 注 釋O0100 ; 程 序 號(hào)N010 G90 G92 X0. Y0. Z100. ; 絕 對(duì) 值 輸 入 �����, 建 立 工 件 坐 標(biāo) 系N020 G00 Z2. S150 M03 ; Z軸 快 移 至 Z=2�����, 主 軸 正 轉(zhuǎn) �����, 轉(zhuǎn) 速 150r/minN030 X20. Y-44. ; 快 速 進(jìn) 給 至 X=20�����, Y-=-44N040 G01 Z-4. F100 ; Z軸 進(jìn) 給 至 Z=
21、-4�����, 進(jìn) 給 速 度 100mm/sN050 G41 X0. Y-40. H01 ; 直 線 插 補(bǔ) 至 X=0�����, y=-40�����, 刀 具 半 徑 左 補(bǔ) 償 H01=4mmN060 G02 X0. Y-40. I0. J40. ; 順 圓 插 補(bǔ) 至 X=0�����, Y=-40N070 G40 X-20. Y-44. ; 直 線 插 補(bǔ) 至 X=-20�����, Y=-44�����, 取 消 刀 具 半 徑 補(bǔ) 償N080 G00 Z2. ; Z軸 快 移 至 Z=2 O14.CNC 作 業(yè) :加 工 如 圖 所 示 零 件 外 輪 廓 面 �����, 試 用 刀 具 半 徑 補(bǔ) 償指 令 編 程 �����。 第 三 節(jié) 數(shù) 控
22�����、 加 工 自 動(dòng) 編 程 簡(jiǎn) 介自 動(dòng) 編 程 的 特 點(diǎn) 就 是 編 程 的 工 作 主 要 由 計(jì) 算 機(jī) 完 成 �����。隨 著 數(shù) 控 加 工 技 術(shù) 的 迅 速 發(fā) 展 ,對(duì) 編 程 技 術(shù) 的 要 求 也 越 來(lái) 越高 �����, 不 僅 要 求 能 解 決 形 狀 復(fù) 雜 零 件 的 編 程 �����, 而 且 要 求 編 程的 速 度 快 �����、 精 度 高 , 并 便 于 檢 查 �����, 所 以 采 用 自 動(dòng) 編 程 技 術(shù)是 必 然 的 發(fā) 展 方 向 �����。一 �����、 自 動(dòng) 編 程 分 類自 動(dòng) 編 程 技 術(shù) 發(fā) 展 至 今 �����, 形 成 了 很 多 種 類 型 �����。 但 從 廣泛 使 用 的 角 度 來(lái)
23�����、看 �����, 主 要 有 以 下 兩 大 類 : 數(shù) 控 語(yǔ) 言 自 動(dòng) 編 程 系 統(tǒng)最 具 代 表 性 的 就 是 APT語(yǔ) 言 �����。 人 機(jī) 對(duì) 話 式 自 動(dòng) 編 程 系 統(tǒng)它 也 叫 圖 形 交 互 式 自 動(dòng) 編 程 系 統(tǒng) �����。 一 �����、 數(shù) 控 語(yǔ) 言 自 動(dòng) 編 程 系 統(tǒng)數(shù) 控 語(yǔ) 言 自 動(dòng) 編 程 系 統(tǒng) 的 一 般 處 理 流 程 如 下 圖所 示 �����。 從 流 程 圖 中 可 以 看 出 �����, 數(shù) 控 語(yǔ) 言 自 動(dòng) 編 程系 統(tǒng) 主 要 由 零 件 源 程 序 和 編 譯 軟 件 組 成 �����。零件圖 零件源程序 翻譯 計(jì)算 后置處理通 用 計(jì) 算 機(jī) 編 譯 程 序( 軟 件 程
24、序 ) 加 工程 序 單紙 帶 ( 一 ) 源 程 序零 件 的 源 程 序 是 編 程 員 根 據(jù) 被 加 工 零 件 的 幾 何 圖 形 和 工 藝 要 求 �����,用 數(shù) 據(jù) 語(yǔ) 言 編 寫 的 計(jì) 算 機(jī) 輸 入 程 序 �����。 它 是 生 成 零 件 加 工 程 序 的 根 源 �����,故 稱 為 零 件 源 程 序 �����。零 件 源 程 序 包 含 零 件 加 工 的 形 狀 和 尺 寸 �����、 刀 具 運(yùn) 動(dòng) 路 線 �����、 切 削 參數(shù) �����、 機(jī) 床 的 輔 助 功 能 等 ( 二 ) 編 譯 程 序編 譯 程 序 是 把 輸 入 計(jì) 算 機(jī) 中 的 零 件 源 程 序 翻 譯 成 等 價(jià) 的 目 標(biāo) 程
25�����、序的 程 序 �����, 它 也 稱 為 系 統(tǒng) 處 理 程 序 �����, 是 自 動(dòng) 編 程 系 統(tǒng) 的 核 心 部 分 �����。 在 編譯 程 序 的 支 持 下 �����, 計(jì) 算 機(jī) 就 能 對(duì) 零 件 源 程 序 進(jìn) 行 如 下 的 處 理 :1. 翻 譯 階 段 識(shí) 別 語(yǔ) 言 并 理 解 其 含 義 �����。2. 計(jì) 算 階 段 經(jīng) 過(guò) 幾 何 處 理 、 工 藝 處 理 和 走 刀 軌 跡 處 理 之 后 生 成 刀 位文 件 �����。3. 后 置 處 理 階 段 后 置 處 理 是 將 刀 位 文 件 轉(zhuǎn) 換 為 數(shù) 控 機(jī) 床 能 夠 識(shí) 別 的 數(shù) 控 加 工 程 序 �����。 ( 三 ) APT語(yǔ) 言自 動(dòng) 編 程
26�����、 的 數(shù) 控 語(yǔ) 言 是 一 種 描 述 零 件 幾 何 形 狀和 刀 具 相 對(duì) 工 件 運(yùn) 動(dòng) 的 一 種 特 定 的 符 號(hào) �����, APT語(yǔ)言 是 最 典 型 的 一 種 數(shù) 控 語(yǔ) 言 �����。 APT是 Automatically Programmed Tools 的 縮 寫 �����。 APT是 詞 匯 式 語(yǔ) 言 �����, 它 的 優(yōu) 點(diǎn) 是 : 零 件 源 程序 編 制 容 易 �����、 數(shù) 控 程 序 制 作 時(shí) 間 短 �����、 可 靠 性 高 �����,可 自 動(dòng) 診 斷 錯(cuò) 誤 、 能 描 述 圖 形 的 數(shù) 學(xué) 關(guān) 系 �����、 用 戶易 于 二 次 開 發(fā) �����。缺 點(diǎn) 是 : 只 能 處 理 幾 何 形 狀 的 信 息 �����, 不 能 自 動(dòng)處 理 走 刀 順 序 �����、 刀 具 形 式 及 尺 寸 �����、 切 削 用 量 等 工藝 要 求 ; 系 統(tǒng) 大 而 全 �����, 給 一 般 的 用 戶 帶 來(lái) 不 變 �����;
 數(shù)控編程及數(shù)控自動(dòng)編程
數(shù)控編程及數(shù)控自動(dòng)編程